快捷安全,操作简单,效果出色专业从事漆包线表面漆处理设备
全国服务热线:137-9888-8712


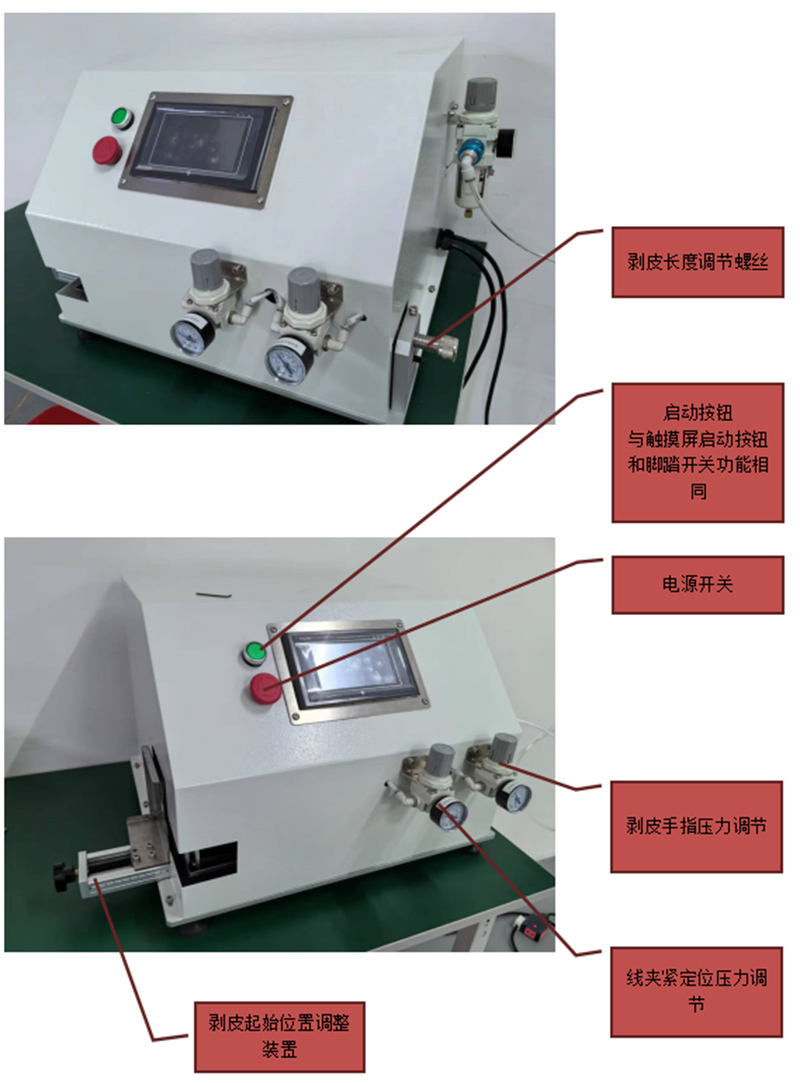
剥皮机,尺寸长700*宽520*高390,电压220V,气压5kg。
机器适应范围:多股膜包线、绝缘线、方线、圆线,线径1-5mm开机显示画面,确认气源开启,点击原点复位,切割刀片会自动旋转,刀片运转停止即可开始操作运行
操作说明:
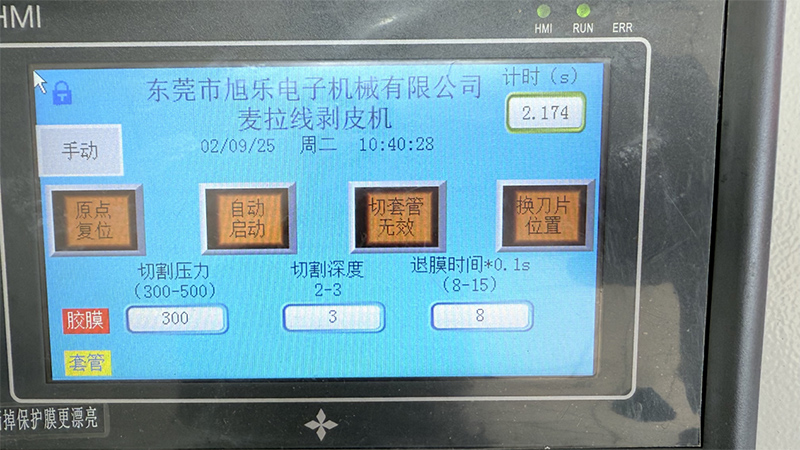
原点复位:任何时候,刀片不在原来位置上,点击原点复位,刀片即可复位。
自动启动:点击自动启动,刀片自动旋转剥皮,完成后停止。
切套管无效:当有产品需要先剥离套管,然后再剥皮脱模的,启动该按钮,机器会先切断套管,将套管剥离,然后再次启动切膜并脱模下面两排数据设定,胶膜并排的是设定脱模参数,套管并排的是设定剥离套管相对应的参数。
切割压力:切割胶膜或套管所需的压力,300-500是指微调压力范围(约100g-300g),胶膜和套管一般在450-500即可,如果是表面弹性较强的PU胶皮,压力适当降低到380-450。
切割深度:切割胶膜或套管的次数,在压力保持不变的情况下,在同一位置多次切割,每增加一次,深度会有轻微增加,1-20次根据切割材料硬度,深度调整量不同,更换垫片即可实现0.05-0.5mm切割深度。膜包线1mm的设定3-4,线径5mm设定8即可,一般方线设定在5-6。
夹紧时间:1代表0.1秒,细线设定2,粗线设定4
退膜时间:1代表0.1秒,根据线的粗细设定,一般5-15即可
| 异常现象 | 异常原因 | 解决方案 |
| 膜切断了却没有剥离 |
|
|
| 膜切断了,退膜长度不够 |
|
|
| 膜没有切断 |
|
|
| 切断铜线 |
|
1、先减小切膜深度到3还会切断铜线,再减小切膜压力即可 |